Woodwork for Inventor material database allows specifying the settings required by CAM Solver for fill material. This option is opened once the user places the cursor on the material thickness branch on the left side of the material editor window. Such settings are possible for fill materials only. CAM technology settings cannot be specified for cover materials.
Please note, that not all fill materials have the shape nesting CAM technology settings section available. These settings can be specified only for the following material types:
| 1. | Board |
| 2. | Laminated Board |
| 3. | Multilayer Board |
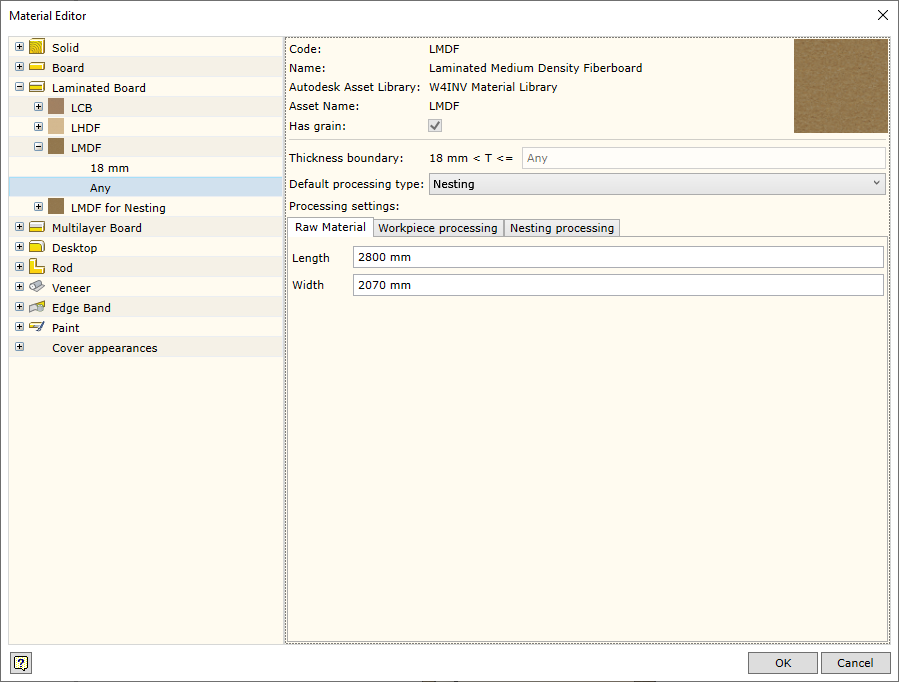
Displays the material thickness range, for which CAM processing settings are created..
|
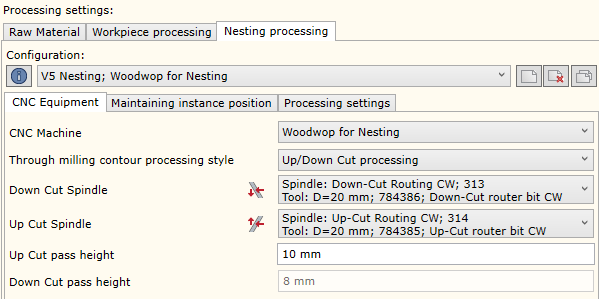
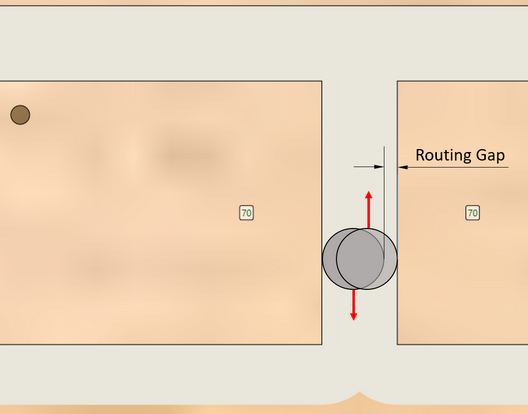
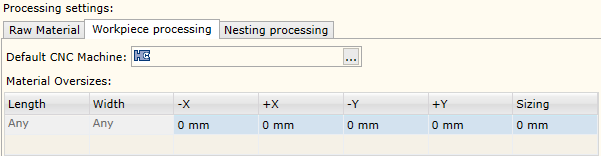
Setting the processing type, which is taken into account by CAM Solver when automatically generating CAM technologies, unless the user specifies otherwise. Two options are available:
|
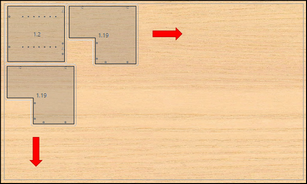
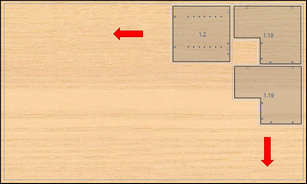
Specifying the measurements of raw material sheet. Generally, these measurements are used for creating preliminary layout of parts on raw material sheets in the nesting program.
|
|
|