CNC machine specification contains the following:
| ▪ | Machine specification and some technological parameters of the machine. |
| ▪ | Link to a specific Post Processor. |
| ▪ | Lists of spindles with their tool setup. |
Machine specification
The machine specification contains the following details:
Name |
Machine name. |
|||||
Code |
Machine model, code.
|
|||||
Controller name |
Name of the machine controller. |
|||||
Description |
A more detailed description of the machine.
|
|||||
Work area length |
The description of the working space boundaries in X direction. This plays a role in determining whether the workpiece of a given size may be processed in this machine. If the value 0 is indicated, then such a check is not performed.
|
|||||
Work area width |
The description of the working space boundaries in Y direction. This plays a role in determining whether the workpiece of a given size may be processed in this machine. If the value 0 is indicated, then such a check is not performed.
|
|||||
Work area height |
The description of the working space boundaries in Z direction. This plays a role in determining whether the workpiece of a given size may be processed in this machine. If the value 0 is indicated, then such a check is not performed.
|
|||||
Describes the machine type. Two options are available:
This option affects the behaviour of the entire Woodwork for Inventor CAM. It affects the following aspects: |
||||||
CNC processing center
|
Nesting Router |
|||||
May include many clamping options |
Only one clamping option is available. |
|||||
Clamping options support various technological states of a workpiece: workpiece, part without covers, part with covers, etc. |
The clamping option supports one state of a workpiece: part without covers.. |
|||||
Clamping corners can be selected. |
Clamping corners cannot be selected. |
|||||
Such operation is not included. |
Always has a special external loop following operation. |
|||||
A CNC program is generated for each clamping option of the part. |
All parts of an assembly for which a CNC job was created using Nesting Router are assembled and exported to the Nesting program, where a CNC program is created (cutting parts from a single sheet of material). |
|||||
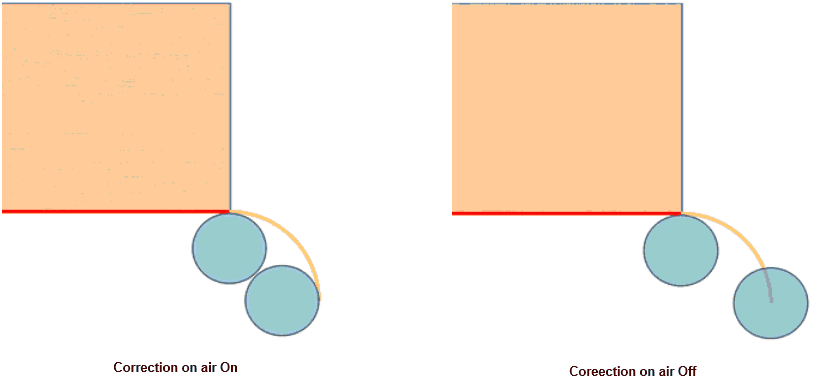
Correction on air |
Different algorithms are activated for the mechanism used to represent the mill tool trajectory. Some CNC machines or front-end CAM systems interpret the tool Radius correction commands differently. Some of them interprets that the tool that moves to the first trajectory point at a rapid pace is positioned in the corrected position and this corresponds to the On value. Other systems perform tool correction by moving along the first trajectory segment. This corresponds to the Off value.
|
|||||
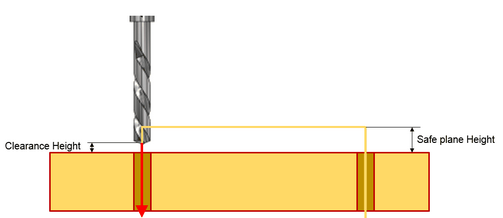
Clearance height |
Specifies a safe height above the part surface that the tool rapids to vertically.
|
|||||
Safe plane height |
Specifies a safe travel height that the tool rapids to horizontally above the part surface. |
|||||
Post processor |
Specifies the Post Processor which processes the created trajectory and outputs it to a file format for a given machine or a front-end CAM system. All Post Processors are contained in the following Directory:
C:\Program Files\Woodwork for Inventor 2018 v8\Postprocessors\
|
|||||
Post-processor output format
|
Field indicating what file extension the output file will have. This parameter cannot be adjusted and it comes together with the selected Post Processor. |
|||||
CNC machine screen-saver field |
Each machine can have a screen-saver with an image up to 200kB in size. Users may change this image at their own discretion. |
|||||
Spindle list
As already mentioned, the spindle list is part of the CNC machine specification which is filled in so that it corresponds to the configuration of the real CNC machine. Click here for information as to what spindle data is stored.