Pocketing operation has parameters controlling various aspects of the technology being created, such as: milling type, tool lead in type, etc. The technology is created for all spindles included in the configuration of the machine, thus pocketing operation settings may differ for the processing using top oriented, side oriented or free oriented spindle. Therefore, the software allows the user to adjust these aspects separately for top oriented, side oriented and free oriented spindle.
These settings are accessed from the pocketing operation settings tab.
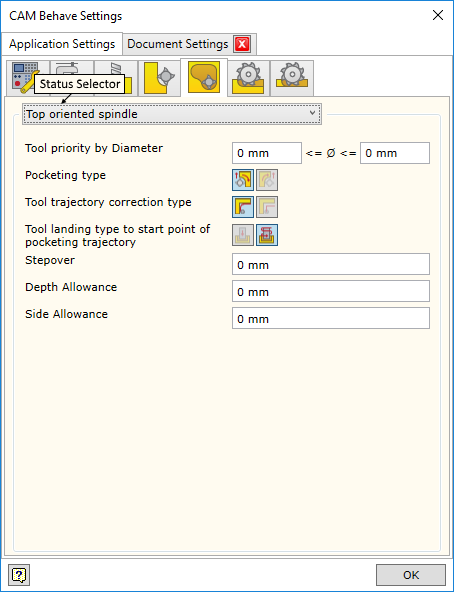
Status Selector |
Allows selecting technological situations in which the following settings will apply. The following options are available:
|
||||||
Tool priority by Diameter |
Wood processing machine can be equipped with several milling tools of different diameter. The user can define the diameter range, within which the tool for the creation of operation will be searched. If the diameter of the tool falls within the given range and meets other conditions, the tool and its spindle will be used for the milling operation being created. If the lower and upper bound of the range is 0, it shall be deemed that the range is undefined and a tool with the maximum diameter will be chosen for the operation.
|
||||||
Pocketing Type |
Setting the milling type for the pocketing operation. To read more, click here.
|
||||||
Tool Trajectory Correction type |
Setting correction type for the final milling contour. Keep in mind that in cases, where the calculation method of machine trajectory is given as the original contour, it is impossible to ask the program to generate repositioned contour.
|
||||||
Tool landing type to start point of pocketing trajectory |
Setting tool landing type to the start point of the pocketing tool trajectory. To read more, click here.
|
||||||
Stepover |
Milling stepover.
|
||||||
Depth Allowance |
Depth allowance for the milled pocket.
|
||||||
Side Allowance |
Side allowance for the pocket. |