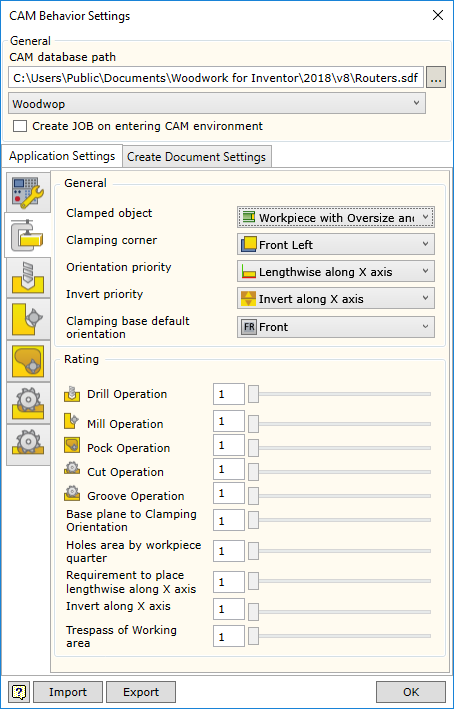
Detalės ruošinio užspaudimo nustatymai pasiekiami per kortelę ![]()
Detalės pastatymas staklėse priklauso nuo visos eilės faktorių ir pradinių nuostatų bei ribojimų. Vartotojas, keisdamas pradines nuostatas, gali įtakoti į CAM sprendikio vykdomą pastatymų vertinimą.
Užspaudimo nuostatoms reguliuoti yra numatytos dvi panelės (TAB):
Šioje panelėje yra nustatomi bendro pobūdžio parametrai, kurie būtini pastatymui sudaryti.
Nustatomi parametrai:
|
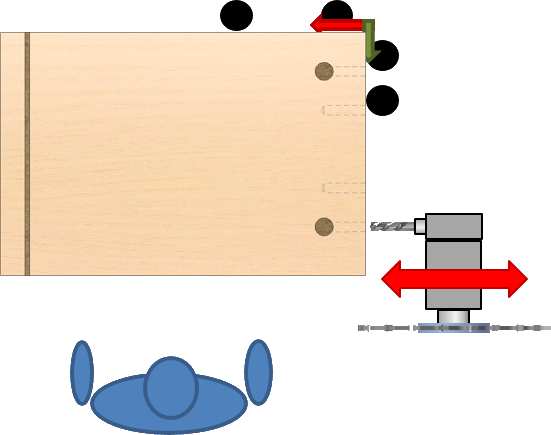
Priimant sprendimą kaip orientuoti detalę pastatyme, yra susiduriama su visa eile reikalavimų, kurie gali vienas kitam prieštarauti.
Pvz., kaip parodyta aukščiau pateiktame paveikslėlyje, griovelio prapjovimas prieštarauja norui išgręžti skyles ir pan. CAM sprendiklis (Solver) perrenka visus galimus pastatymus. Kiekvienas pastatymas yra vertinams pagal numatytus kriterijus ir susirenka savo balus. Tas pastatymas, kuris surenka daugiausiai balų ir tampa tuo pastatymu, kuris vadinamas "nugalėtoju". Šie kriterijai yra atvaizduoti kriterijų reitingavimo kortelėje.
Prieš sumuojant, kiekvieno kriterijaus įvertis yra padauginamas iš koeficiento, kurį reguliuoja vartotojas. Tokiu būdu vartotojas gali keisti kriterijaus svorį ir taip įtakoti CAM sprendiklis darbą. Šiuo metu yra vertinami šie pastatymo kriterijai:
Vartotojas, keisdamas reitingo koeficientą, gali užkelti vieno ar kito kriterijaus reikšmę, reikalingą pastatymo tinkamumui nustatyti. Jei koeficiento reikšmė prilyginta 0, tuomet apskaičiuojant pastatymo balus kriterijaus įtraukimas yra išjungiamas.
|
Svarbu žinoti. CAM sprendiklis visados pirmą pastatymą darys tą, kuris turi mažiau apdirbimo operacijų ir stengsis nedaryti operacijų, kurios galėtų pažeisti išorinį ruošinio kontūrą. Tai yra padaryta todėl, kad po apvertimo detalę turėtų bazavimo paviršius ir nereikalautų ypatingų išstatymo procedūrų. Atvirkščiai bus elgiamasi su Nesting tipo CNC staklėmis. Čia pirmu pastatymu išrenkamas tas pastatymas, kuris surenka daugiausiai operacijų vykdymui, tame tarpe ir išorinio kontūro apdirbimą.