Woodwork for Inventor įskiepio išvedama informacija - tai tekstinis failas, kurį moka įskaityti įrenginys. Tradiciškai įrenginiai yra valdomi specifine kalba, kurios paplitęs apibendrintas pavadinimas yra G-kodas (G-code). Tai žemo lygio kalba, aprašanti įrankių judesius ir kitus papildomus technologinius duomenis, tokius kaip: įrankio pastūmos, špindelio sukimosi greitis, sukimosi paleidimas, stabdymą ir t.t. Kitaip tariant, šią kalbą galima prilyginti kompiuterio žemo lygio programavimui. Ši kalba turi masę dialektų, kurie atsirado dėl CNC įrenginių įvairovės ir poreikio aprašyti įvairiausius apdirbimo įrankius ir atspindėti CNC įrenginio teikiamas technologinio apdirbimo galimybes (žiūrėkite žemiau pateiktą pav.).
 Įvairi įrankių komponuotė skirtinguose įrenginiuose |
 _ |
Sudarant CNC programas G-code kalboje atsiranda problema tame, kad programuotojas turi labai gerai žinoti CNC įrenginio technologines galimybes ir patį kalbos dialektą, reikalingą CNC programos sudarymui. Reikia atlikti nemažai gana sudėtingų geometrinių skaičiavimų, perdirbinėjant brėžinio informaciją į CNC programai tinkamą formą. Tai ypač aktualu aprašant kontūrinį apdirbimą. Kita problema ta, kad tokios programos patikrinimas vyksta jau tik tuo metu, kuomet ji paleidžiama staklėse.
Natūralu, kad tobulėjant kompiuteriams ir programinei įrangai, staklių gamintojai ieškojo išeities kaip palengvinti, pagreitinti ir unifikuoti CNC programų sudarymo procesą savo gaminamiems įrenginiams.Todėl atsirado programinė įranga, kurią mes vadiname priekinio naudojimo (front-end) CAM sistemomis. Tai aukštesnio lygmens programinės įrangos sistemos, kurios pateikia programavimo terpę, kurioje galima patogiau ir greičiau kurti CNC programas. Dažniausiai šios programos turi išvystytą grafinę aplinką, kurioje galima vaizdžiai matyti, kaip atrodo atliekama operacija pačioje detalėje. Dar daugiau, šios sistemos maksimaliai suvienodina CNC programavimo uždavinį įvairiems tos firmos įrenginiams, t.y. visiems įrenginiams pateikiama ta pati suvienodinta programos sąsaja, reikalinga programoms kurti.
Iš esmės šios programos taip pat generuoja G-kodą. Kiekvienų staklių specifika čia realizuojama per specialių programų transliatorių (Post processor) darbą ir taip pat per staklių konfigūracijos užrašymą. Šios sistemos dažniausiai turi du variantus:
▪Vienas yra stalinio kompiuterio (Desktop) variantas.
▪Kitas staklių valdymo konsolėje veikiantis variantas.
Jie savo sąsaja praktiškai nesiskiria ir patogu yra tai, kad technologas programuotojas ir staklių operatorius mato tą patį programos atvaizdavimą abiejuose variantuose. Dabartinės medžio apdirbimo staklės prakitšikai net neturi galimybės tiesiogiai būti programuojamos G-kodu. Pačio G-kodo interpretavimas yra giliai paslėptas ir programuotojai visą programavimą atlieka tik per šias priekinio naudojimo (front-end) CAM sistemas. Galima paminėti tokias tipines priekinio naudojimo sistemas kaip:
1.Homag gamintojų grupės - Woodwop.
2.IMA gamintojų grupės - IMAWOP.
3.Biesse gamintojų grupės - Biesse works arba B-solids.
4.Format 4 gamintojų grupės - TPA CAD.
ir t.t.
Woodwork for Inventor CAM modulyje tik kraštutiniu atveju informacija išvedama G-kodo pavidalu. Visada yra rašoma jungtis (Post processor) priekinio naudojimo (front-end) CAM sistemai. Toks būdas leidžia sugeneruotą programą dar kartą patikrinti priekinio naudojimo CAM sistemoje bei patogiai ir lengvai padaryti paskutinės akimirkos apdirbimo korekcijas, jeigu tokios yra reikalingos. Be to, tai leidžia viena jungtį (Post processor) naudoti įvairiems įrenginiams.
Toliau naudodami terminą CNC įrenginys turime mintyje ne tik konkretų CNC įrenginį, bet ir tokią konfigūraciją, kuri aptranauja duomenų išvedimą į priekinio naudojimo sistemas arba net į bet kokią grafinę sistemą, pvz., AutoCAD programą.
Todėl galima išskirti tokias dvi Woodwork for Inventor CAM darbo schemas:

Darbo schema su tiesioginiu išvedimu į G-kodą

Darbo eigos schema išvedant duomenis į aukšto lygio CNC programą aprašančią kalbą
Kiekvienam įrenginiui arba kiekvienai priekinio naudojimo (front-end) CAM sistemai yra rašoma speciali programa/vertėjas (Post processor),kuris Woodwork CAM informaciją transliuoja į konkrečią numatytą išvesties formą, suprantamą tam įrenginiui arba CAM sistemai.
Kaip matyti aukščiau pateiktame paveiksle, įrenginiai gali turėti įvairias konstrukcijos komponuotes, gali manipuliuoti įvairiais įrankiais tam, kad būtų realizuotas CNC įrenginio numatytas funkcionalumas. Dar daugiau, šie įrenginia gali būti skirtingai užtaisomi įrankiais, priklausomai nuo gamybos pobūdžio. Sudarant CNC programą reikia atsižvelgti į šiuos skirtumus ir esamus ribojimus. Tam yra numatyta galimybė aprašyti įrenginio konfigūracijas ir šiuos duomenis naudoti įvairiuose Woodwork for Inventor CAM darbo etapuose. Toliau apžvelkime tai, kokie duomenys yra aprašomi apie stakles šiose konfigūracijose.
Konfigūracijų duomenys apie CNC įrenginius
CNC įrenginio duomenys apie jo konfigūraciją yra hierachiškai priklausomi šia žemėjančia tvarka:
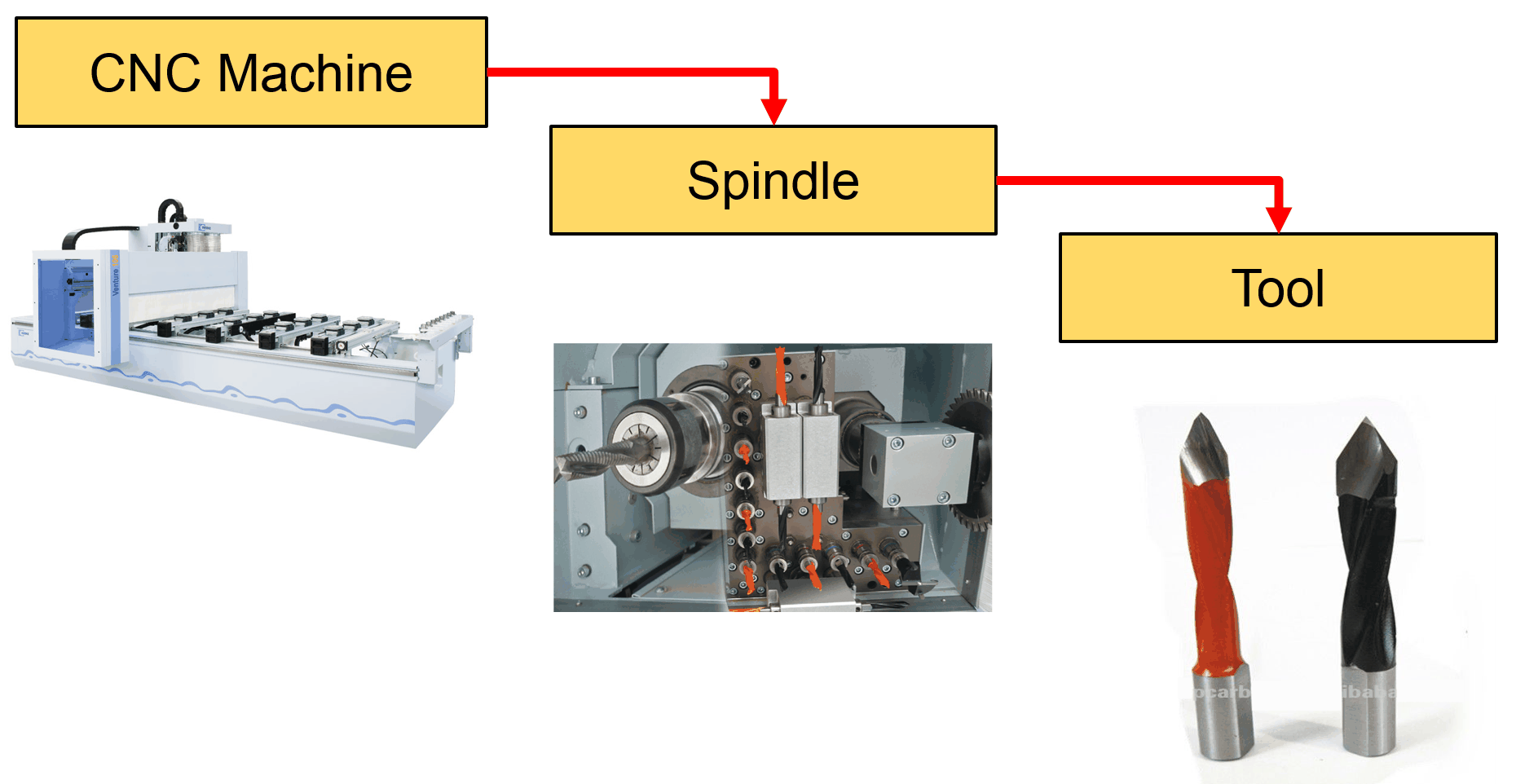
1.Aukščiausias lygmuo yra CNC įrenginys, kuris savyje talpina aprašymą apie patį įrenginį ir jame veikiančius špindelius bei juose užtaisytus įrankius.
2.Sekantis lygmuo yra špindelis, kuris realizuoja įrankio judesį staklėse.
3.Ir paskutinis lygmuo yra patys įrankiai.
Žemiau išvardintuose skyriuose yra išdėstoma medžiaga apie informaciją, saugomą kiekviename lygmenyje: