To open the pocket operation, go to:
Woodwork CAM -> Pocket ![]()
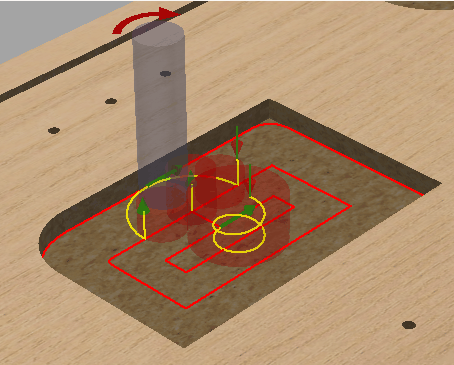
Once you open the command, a dialog window will appear.
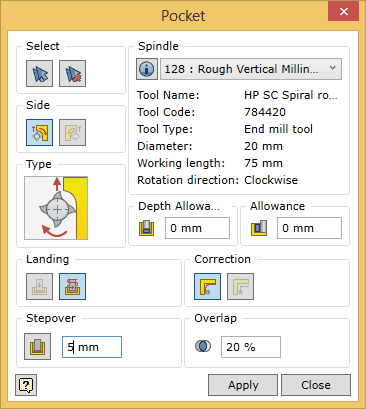
To successfully run the command, the user should follow a certain sequence for specifying data. Below you will find the description of the control of the command in the sequence that needs to be followed when performing tasks in the Pocket command window.


Only two options are available in the Pocket operation:
In principle, this means that you make a selection as to what type of milling will be performed:
▪Climb Milling: The cutting tool is fed with the direction of rotation. ▪Conventional Milling: The feed direction of the cutting tool is opposite to its rotation.
|

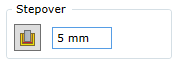
Turns on or off stepover contour milling and allows the user to set the stepover distance.
If the stepover is on, you can indicate the depth of one layer. Note. The functioning of this option is not visualized in the graphic view of the trajectory, but this option will have an impact on the generation of the final CNC program.
|
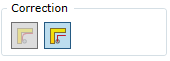
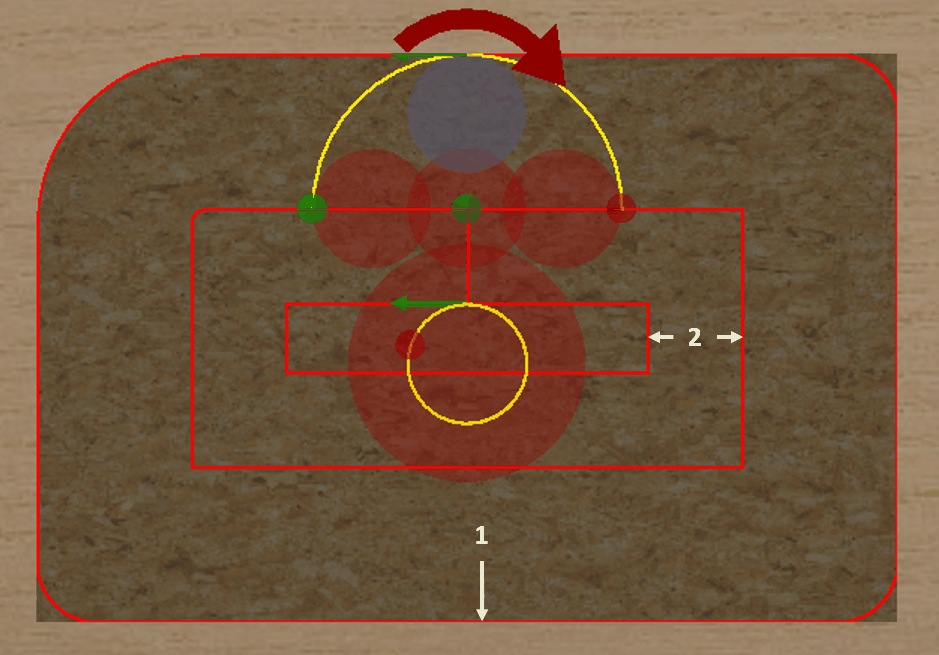
The meaning of this parameter is similar to that described in the contour Mill operation. However, there is one important thing to remember. During pocketing, two contours need to be distinguished which occur when calculating the tool trajectory (see fig. Below).
Two contours may be distinguished:
1.A finishing pass contour. 2.A pocket inside removal contour.
You should bear in mind that only the final contour is affected by the change of the correction type in the Pocket operation. The pocket inside removal contour is always calculated and generated as a contour with a tool correction which is calculated in the software.
We have two options to select the correction type of the final contour:
|
Adjusts the size of the tool overlap when performing the pocketing passes. The value of this parameter is set in percentage from the tool diameter. The higher the percent, the more dense the pocketing trajectory is.
|
A depth oversize allows the user to select how much material of the pocket needs to be left in terms of depth. |
Allows the user to select an oversize with respect to the pocket contour.
|